-
Nova kolekcija - PromocijeDostava po celem svetu - PromocijeDo 50% popusta - PromocijeNaslednji dan ladijski promet - Promocije







Oznake: vaja u, u vaja 40, u vaja wd, 19 mm, vrtanje, 30 mm vrtanje, 8 mm diamantni vrtalnik bit, 35 mm vrtanje, vaja 4d, 20 mm koncu mlin, u vaja 4d 14.
€23.45- Na zalogi
- m3822
Hitro vrtanje z Vrsto Rezila: SD14-SD20: WCMT030208FN ACZ330 vijak: M2.5 * 6.5 ključa: T8 SD21-SD24: WCMT040208FN ACZ330 vijak: M2.5 * 6.5 ključa: T8 SD25-SD30: WCMT050308FN ACZ330 vijak: M3 * 7 Ključa: T8 SD31-SD41: WCMT06T308FN ACZ330 vijak: M3.5 * 8 Ključa: T15 SD42-SD60: WCMT080412FN ACZ330 vijak: M4 * 10 Ključa: T15, Saj u vaja nakupov kupcev, bo več vprašanja, moramo najprej nekaj osnovnih navodil (A) solid edge posebno U vaja so svoje tovarne lesnih vlak operacije, kaljenje, proizvodnje, testiranja. (2) kakovost lahko prepričani,, ki lahko nadomestijo Taegutec drugih vrhunskih blagovnih znamk. (3) Naše cene so zelo razumno, in prosim ne primerjajte trg poceni U vaja. (4) Vnesite Opis (na primer C25-SD20.5-25-4D) Zastopnik kolenom premer C25 SD20.5-25D zastopnik 20.5 / 21 / 21.5 / 22 / 22.5 / 23 / 23.5 /24/24.5 je enako ceno 4D predstavnik U vaja dolžina (ročaj dolžina ni) 4 D = 4 krat premer, U dolžina premer svedra X4(5) U vaja bo bela in črna sta dva modela, kakovosti in cene so enake, potem pošiljajo.Splošne opombe: priporočamo, da uporabite visokim pritiskom, center za rezanje hladno način, hladno rezanje lahko izboljšate učinkovitost vrtanje, rezanje, učinkovito preprečevanje kopičenja žetonov, rezila poškodovanih in uničenih strojno strojno notranje površine, da se zagotovi zanesljivost obdelave uporaba zunanjih hladilnih način vrtanje, vrtanje globina ne sme presegati 1.5 D; globina vrtanja, kadar je to potrebno, priporočljivo pecking način, postopek Za najboljše vrtanje rezultati so naslednji: odkrivanje jekla kolenom zmanjša odstopanje med orodjem in os gredi, uporabite priporočeno za rezanje način globine vrtanja 2D / 3D, ko hladilnega sredstva najmanj 4 KG / cm⊃2;, globine vrtanja 4D hladila, tlak, ko je najmanj 5 KG / cm⊃2; več obdelavo odprtin tolerance, običajno globine vrtanja za 2D / 3D, ko 0 / + 0.25; 4D ob 0 / 0.40, vendar z različnimi naključno posteljo in pogojev predelave bo spremenilo bi se izognili več kot 6 ° naklon, konkavno površino neenakomeren začetek vrtanja, to je enostavno, da sveder kotvaja malo off-center ali lusk, tako da, če morate storiti je, da krmo vrtanje mora zniža na priporočene vrednosti tretji.Smo privzeto splošno fotografirali baby lase s trikotno rezila WCMT tipa, Če je potrebno, ravno dno vrtanje zahteva Opombe o, bomo poslali z SPMG tip rezilo.Kupec Opomba: U vrtanje lukenj za grobo orodje premer je na splošno igral šteje se, da so normalnem razponu plus ali minus za 0,2 Kadar se uporablja, kot visok pritisk center vode, lahko poveča rezilo življenje in čip za evakuacijo, Če je ustrezno CNC stružnice, rekviziti za center in center mehanske os, ki je vzporedna Vaja vaja: Vaja vaja vaja je pomemben dejavnik za uspeh.Zagotoviti kakovostne metode je, da se zagotovi, da luknjo vrtati v površini vaja, ki je pravokotna na osrednji osi obdelovanca.Poleg tega, jih plitvo vrtanje lukenj lahko prilagodite tudi krmo za obdelavo konveksna, nagnjena in neprimerne električne konkavno površino vaja.Ko so seka vrtanje deli dodano skupaj z multi-listni krme, mora biti hitrost zmanjša na približno tretjina od priporočenih vrednosti, Stružnica, ki veljajo Opombe (vaja ne vrti) Zagotovijo, da je orodje osi in gredi concentricity manj kot 0.03 mm, če je potrebno, določite ustrezen popravek potrebno površino drill bit mora biti nameščena okoli smer gibanja rezilo, ki je vzporedna z X osi stroja, in na zunanjem obrobju rezilo namestitev orodje kupolo zagotoviti, da so izpolnjeni ti pogoji, mobilni orodje os smer vzdolž X-osi stroja, orodja, je na voljo v različnih luknjo premera, Če je obdelava toleranco, ki ne izpolnjujejo zahtev, prosimo, preverite zgoraj navedenih postavk, enega po enega, in prilagodite rezalnimi parametri, izboljšano hlajenje pogoji Prosimo, upoštevajte, da če je vaš CNC stružnice so imeli izkušnje trka, je težko zagotoviti, da orodje na osi vretena koncentrična z zahtevamiOpozorilo: Ko vrtanje skozi obdelovanca, spodnji del visoke hitrosti leteči disk v obliki odpadkov, morajo sprejeti ustrezne ukrepe za zagotovitev varnosti Hitro vrtanje in obdelava parametrov, ki se izračuna na naslednji način: hitrost Rezanja (Vc): Primer: hitrost Vretena za 1600rev / min, premer svedra Φ20mm, svoje rezalna hitrost: Vc = (20 × 3.14 * 1600) ÷ 1000 = 100 (m / min) Vir stopnja (VF): Primer: hitrost Vretena za 1500rev / min, krme na revolucijo 0,1 mm / rev, njegov vir stopnja: VF = 0.1 × 1500 = 150 (mm / min), Luknjo časa obdelave (Tc): Primer: Vrtanje premer Φ20mm, 40 mm globoka luknja, rezalno hitrost 100 m / min, krme, na revolucijo 0,1 mm / rev, ki iščejo vrtanje čas: Vc = (100 × 1000) ÷ (20 * 3.14) = 1600 (rev / min) Tc = (40 × 1) ÷ (1600 × 0.1) = 0.25 (min) Kovinski odstranitev stopnja (Q): Primer: premer svedra Φ20mm hitrost podajanja obdelavo 160 mm / rev, kovinskimi odstranitev stopnja: Q = (160 × 3.14 × 202) ÷ (20 × 3.14) = 50.24 (cm3 / min)Če že imate pre-izvrtane luknje na dele, zaslonke luknje, ne sme presegati končnega velikost četrtletju, v nasprotnem primeru bo to privedlo delni svedrov.
- Material: Hitroreznega Jekla
- Blagovna Znamka: KAVTECNC ORODJA
- Uporaba: Vrtanje Kovin
- Dolžina: standardna dolžina
- DIY Dobave: Kovinarstvo
- Vrsta: Indeksiranih Drill Bit
- Številka Modela: WC-C25-4D-13-20.5
Podobni izdelki

4S5P 12V 20Ah 26700 Lifepo4 Baterije s 4s 20A Največ 60A Uravnoteženo BMS za Električni Čoln E-kolo 12.8 V kosilnica
€65.41
SP4-P-DC24V AR1342 MATSUSHITA polprevodniški rele 4PDT 10A 24V štafeta, ki je na zalogi, ~
€11.17

Avto Dashbaord Autometer Speeeter Dekoracijo naslovnica Stripa Nalepke za Honda Civic 8. 2004-2009 Notranje zadeve Avto Opremo
€8.90
Orodje za popravilo Shranjevanje Primera Pripomoček Polje Posoda Za Varjenje Železa Varovanje Orodja Multi-funkcijo Orodje za Strojna Orodja
€7.31
YAERNI Udobno Loafers Ženske Čevlje Plitvo Zdrs Na Zložljivi Ženske Stanovanj Mehko Podplati Športna Obutev Ženska sapato feminino E735
€13.02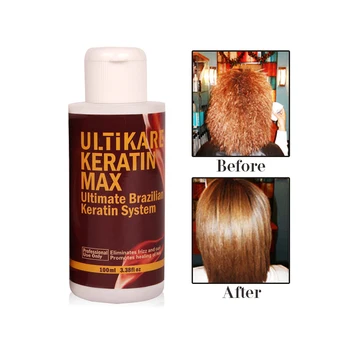
100 ml Brazilski Ultikare Keratin Zdravljenja na domu za Glajenje, Sistem za Odporne Lase ali Kinky Kodraste Lase
€7.80